

 Реферат: Инновационный менеджмент (учебник)
Реферат: Инновационный менеджмент (учебник)
Пример 6.1. Произведена выборка 10 единиц продукции из 100 выпущенных на новом оборудовании. В выборке обнаружено 2 дефекта (отбор бесповторный).
По приведенным данным можно определить долю дефектной продукции в выборке: W = 0,2.
Дисперсия выборочной совокупности s2 = W * (1 - W) = 0,2 * 0,8 = 0,16.
Среднее квадратическое отклонение (s = ![]() ) = 0,4.
) = 0,4.
Тогда средняя ошибка малой выборки
![]() .
.
Следовательно, доля дефектной продукции в генеральной совокупности:
![]()
или
р =
0,2 ![]() 0,133.
0,133.
Тогда
 .
.
По таблице распределения Стьюдента (таблицы имеются в изданиях по математической статистике) устанавливаем, что вероятность получения дефектной продукции на новом оборудовании S(t) = 0, 858.
Статистические методы могут быть полезны, когда требуется определить ожидаемые результаты при внесении изменений или усовершенствований в конструкцию машины.
Для этого необходимо провести серию испытаний и проанализировать их результаты. Средние значения параметров усовершенствованных изделий сравниваются с параметрами контрольной партии, изготовленной в прежних условиях.
Расчет может быть выполнен с применением средних линейных отклонений.
При оценке степени усовершенствования техники важно ответить на вопрос, насколько новая техника более прогрессивна и какой конкретно эффект получит потребитель от ее использования.
Расчет преимуществ новой техники может исходить из следующих предпосылок:
1.Сравниваются габариты приобретаемой техники и заменяемой:
R1 и R0 – соответственно длина новой и заменяемой машины;
Г1 и Г0 – ширина новой и заменяемой машины;
Е1 и Е0 – высота новой и заменяемой машины.
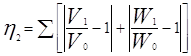
2. Сопоставляется мощность новой и заменяемой машины:
V1 и V0 – мощность новой и заменяемой машины;
W1 и W0 – производительность новой и заменяемой машины.
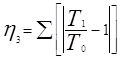
3. Полезно сравнить и трудоемкость обслуживания:
Т1 и Т0 – зона обслуживания на новом и старом оборудовании.
Первые три параметра имеют значение при решении вопроса размещения новой техники на имеющихся у потребителя производственных площадях. Такие параметры, как мощность и производительность, позволяют определить степень прогрессивности новой техники. Зона обслуживания позволяет определить более точно необходимое число работников для обслуживания новой техники.
Обозначим через
h1 – степень совершенства по габаритам;
h2 – степень совершенства по мощности и по производительности;
h3 – степень совершенства по трудоемкости обслуживания;
h – общая оценка степени совершенства.
h = |h1| + |h2| + ... + |hn|
Дальнейшие расчеты осуществляются следующим образом:
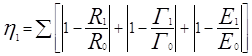 ;
;
 ;
;
 .
.
В основе оценки степени совершенства могут быть и другие технико-экономические характеристики. Число сопоставляемых параметров зависит от особенностей техники. Однако, суть - именно в отыскании положительных и отрицательных отклонений новой техники от заменяемой.
Пример 6.2. Сумма отрицательных отклонений (взятых по абсолютной величине по габаритам h1 = 1,1; сумма положительных отклонений по мощности и производительности h2 =2,4; сумма положительных отклонений по зоне обслуживания h3 = 3,4.
Следовательно, новая техника более совершенна |1,1 + 2,4 + 3,4| в 6,9 раза.
Отметим, что проводя испытания новой техники, следует учитывать, что результаты единичных испытаний параметров новой техники могут оказаться случайными.
Если |xнов - х3| > ts, то эффект усовершенствования считают значимым. В противном случае, изменения, вносимые в конструкцию или технологию, не приведут к желаемому результату.
Испытания техники – это процесс, связанный с последовательной сменой состояний во времени. Например, компьютер в настоящее время исправен, а через какое-то время перестал работать. Произошло событие, называемое отказом. Отказы являются характеристиками надежности.
Характеристика надежности основана на двоичной оценке состояния элементов и изделий: работоспособное, неработоспособное. Отказ - это событие, в результате которого отдельный элемент или все устройство не работает. Отказ рассматривается как случайное событие. Все характеристики надежности носят вероятностный характер.
Испытанию подвергается некоторое число изделий Nо и фиксируются моменты возникновения отказов. Испытания прекращаются, как только будут установлены закономерности отказов.
Основные характеристики надежности:
P(t) – вероятность безотказной работы;
q(t) – вероятность отказа [q(t) = 1 - P(t)];
b(t) – частота отказов;
l(t) – интенсивность отказов;
Тср. – среднее время безотказной работы.
Вероятность безотказной работы характеризует вероятность отсутствия отказов при заданных условиях эксплуатации в течение определенного заданного интервала времени:
P(t) = p(t1 > tзад.),
где
t1 – время наработки на отказ;
tзад. – заданное время работы.
Безотказная работа техники и появление отказа – события несовместимые и противоположные.
Вероятность безотказной работы – убывающая функция времени, обладающая свойствами: в
начальный момент времени (при t = 0) Р(0) = 1, а при t![]() Р (t) стремится к нулю.
Р (t) стремится к нулю.
Частота отказа определяется по формуле:
 ,
,
где
n(t) – число образцов техники, отказавших за единицу времени;
N0 – число образцов, подвергшихся испытаниям в интервале.
Отметим, что n(t) = N(t) - (Nt + Dt),
где
Nt – количество образцов, исправно работавших в начале интервала Dt и оставшихся работоспособными в конце этого интервала.
Интенсивность отказов:
 ,
,
где
n(t) – число образцов, отказавших за единицу времени;
![]() – среднее число исправно работавших образцов за тот же
промежуток времени.
– среднее число исправно работавших образцов за тот же
промежуток времени.
Среднее время безотказной работы определяется как математическое ожидание непрерывной случайной величины – времени работы техники.
Управление качеством новой техники может осуществляться и на основе экспертных оценок. Для этого привлекаются независимые эксперты, наиболее компетентные в данном виде техники.
Помимо знания технических характеристик и технологии эксперт должен владеть ситуацией на рынке новшеств, чтобы отдать предпочтение именно той технике, которая будет пользоваться спросом на рынке. Эксперту необходимо высказаться и относительно цены на новую технику.
Эксперты отбирают совокупность параметров, характеризующих каждый представленный образец техники с точки зрения эксплуатационных, технологических, конструкторских, эргономических и других свойств.
Между различными характеристиками техники существует взаимозависимость. Поэтому может быть применен регрессионный анализ [] для оценки взаимосвязи характеристик.
После определения параметров эксперты оценивают их значимость. Каждый эксперт выставляет оценки параметрам и планирует их. Затем обрабатываются и анализируются результаты экспертизы.
Наиболее предпочтителен метод парных сравнений с использованием балльных оценок.
Образцы техники (их параметры) предъявляются попарно одному или нескольким экспертам. Эксперт отдает предпочтение одному объекту по сравнению с другим или считает их равными, используя нормированную шкалу (в которой дана степень предпочтительности). Например, может быть применена шкала с семью делениями (S = 3; 2; 1; 0; -1; -2; -3). Сравниваются образцы А и В. Оценка предпочтения может осуществляться по следующему принципу:
¨ сильное предпочтение А;
¨ предпочтение А;
¨ слабое предпочтение А;
¨ отсутствие предпочтения;
¨ слабое предпочтение В;
¨ предпочтение В;
¨ сильное предпочтение В.
Результаты экспертного опроса считаются надежными, если согласованность мнений экспертов высокая. Степень согласованности мнений экспертов оценивается путем расчета коэффициента конкордации (W):
 ,
,
где
m – количество оцениваемых вариантов
N – число экспертов
S – разность между суммой квадратов сумм и средним квадратом суммы строк.
Пример 6.3. Определить степень согласованности мнений экспертов по параметрам образцов техники. Различным параметрам присвоены следующие ранги:
| R1 | R2 | R3 | R4 | Сумма строк | Квадрат суммы |
| 1 | 2 | 3 | 2 | 8 | 64 |
| 3 | 1 | 2 | 5 | 12 | 144 |
| 1 | 2 | 3 | 3 | 7 | 49 |
| 1 | 5 | 3 | 2 | 13 | 169 |
| 2 | 1 | 4 | 2 | 8 | 64 |
| Итого | 48 | 490 |
![]() .
.

Коэффициент конкордации имеет
границы ![]() . При 0,3 <
W – согласованность мнений экспертов неудовлетворительная; при 0,3 < W < 0,7 –
средняя; при W > 0,7 – высокая.
. При 0,3 <
W – согласованность мнений экспертов неудовлетворительная; при 0,3 < W < 0,7 –
средняя; при W > 0,7 – высокая.
В нашем примере согласованность мнений экспертов неудовлетворительная.
Инновационные менеджеры предприятия-изготовителя и предприятия-потребителя могут быть наблюдателями в экспертной комиссии, но не участвовать в оценке предъявленного образца.
При определении предпочтения учитывается и цена новой техники, что важно как для предприятия- производителя, так и для предприятия-потребителя.
Цена отражает экономические интересы. Цена потребления - расходы, связанные с приобретением новой техники: транспортировка; монтаж; обучение персонала и др. Для потребителя важен минимум цены потребления, а не продажной цены. К этому стремятся многие западные фирмы-производители, предлагая потребителю провести расчет затрат на эксплуатацию приобретаемой техники.
Управление качеством производимой новой техники важно для правильного отражения в спецификациях всех качественных параметров, что имеет значение для выхода на рынок и организации системы послепродажного обслуживания.
Резюме
При разработке новой техники учитывается жизненный цикл изделия. Жизненный цикл состоит из ряда стадий, на которых идея трансформируется в новую технику, способную удовлетворять требования потребителей.
Одним из методов совершенствования техники на всех стадиях жизненного цикла является функционально-стоимостной анализ (ФСА), который позволяет провести комплексное технико-экономическое исследование объекта и развить его полезные функции.
На всех этапах ФСА центральная роль принадлежит информационному и аналитическому аспекту.
При организации разработки новой техники необходимо контролировать ее качество.
Должна быть обеспечена согласованность в работе всех подразделений.
Показатели качества (технико-экономические, эксплуатационные и др.) контролируются производителем.
Качество новой техники у потребителя оценивается через качество произведенной на ней продукции.
Вопросы для повторения
1. Дайте понятие жизненного цикла изделия.
2. Охарактеризуйте стадии жизненного цикла.
3. Какие задачи решает функционально-стоимостной анализ?
4. Какова цель ФСА?
5. Раскройте сущность информационного и аналитического этапов ФСА.
6. Охарактеризуйте процесс подготовки производства новой техники.
7. Раскройте содержание конструкторской и технологической подготовки производства.
8. Какое значение имеет управление техническим уровнем и качеством новой продукции.
ГЛАВА VIII. ПРОГРЕССИВНЫЕ ПРОИЗВОДСТВЕННЫЕ ТЕХНОЛОГИИ
8.1. Понятие производственной технологии
Понятие "ТЕХНОЛОГИЯ" – трактуется в практике общения людей неоднозначно и имеет различное толкование. В переводе с греческого ("ТЕХНОС") технология определяется как искусство, мастерство, умение, плюс логика, иначе совокупность приемов и способов обработки и переработки различных сред.
Дисциплина, изучающая эти явления, также получила название "Технология" и представляет собой совокупность приемов получения новых знаний о процессах обработки (переработки) различных сред. Общность подхода к предмету исследования в технологии, предопределило и расширение видов обрабатываемых (перерабатываемых) сред, к которым стали относить не только МАТЕРИАЛЬНЫЕ РЕСУРСЫ (металл, химические вещества, растительную продукцию, в том числе дерево, пластмассы, стекло, минеральное сырье, продукты переработки сельскохозяйственного производства), но и НЕМАТЕРИАЛЬНЫЕ РЕСУРСЫ (информацию, проектные и научные разработки, зрелища, искусство, законотворчество, управление, финансовые и страховые услуги и т. п.).
Задачей технологии, является выявление физических, химических, механических, коммерческих, социальных, экологических и прочих закономерностей о природе превращения обрабатываемых сред из одного вида в другой с целью определения и использования в широкой практике наиболее эффективных производственных процессов. Отражение их временных тенденций позволяет осуществлять прогнозирование направлений и темпов развития технологий и производства. Это направление в науке получило название – ТЕХНОДИНАМИКА.
Технологией также называют сами ОПЕРАЦИИ добычи, переработки, транспортирования, складирования, сбережения, передачи прав владения, продажи и т. п., которые являются частью производственного процесса.
Понятие ТЕХНОЛОГИЯ обычно рассматривается в связи с конкретной отраслью производства. Различают:
¨ технологию строительства;
¨ технологию химическую;
¨ технологию получения конкретного продукта (например связанного азота, аммиачной селитры, серной кислоты);
¨ технологию проектирования и конструирования;
¨ технологию социальную;
¨ технологию обработки информации;
¨ технологию штамповки металла;
¨ технологию печатания денег;
¨ технологию банковского и страхового дела;
¨ технологию продвижения и власти...
В результате осуществления ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА, состоящего из совокупности, технологических операций, происходит качественное изменение обрабатываемых сред, их формы, строения, материальных (технических) и потребительских свойств. Поэтому наиболее общим содержанием ПОНЯТИЯ ТЕХНОЛОГИЯ, которое мы оставим для дальнейшего его применения в рассмотрении функций инновационного менеджмента – ЭТО СОВОКУПНОСТЬ ПРИЕМОВ И СПОСОБОВ ПЕРЕРАБОТКИ РАЗЛИЧНЫХ СРЕД.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33
