

 Курсовая работа: Контрольные карты Шухарта в системе управления качеством
Курсовая работа: Контрольные карты Шухарта в системе управления качеством
· диаграмма Парето
æ Главное предположение диаграммы, что в большинстве случаев, подавляющее число дефектов возникает из-за небольшого числа важных причин.[6] Следствием из поостренной диаграммы будет вывод о том, какие виды дефектов имеют большую долю среди остальных и, соответственно, на что следует обратить особое внимание.
· Стратификация
æ Стратификация или расслоение данных проводится при необходимости сравнения результатов аналогичных процессов, выполненных разными рабочими, или на разных станках, с применением разных материалов и в других случаях.
· диаграмма рассеивания
æ строится на основе парных данных (например, число дефектов от температуры воздуха в печи) зависимость которых необходимо исследовать. Диаграмма может дать информацию о форме распределения пар. На основе диаграммы возможно проведение корреляционного и регрессионного анализа.
· контрольная карта
æ принципы и способы построения контрольных карт будут рассмотрены в третьей главе работы.
2. промежуточные методы, это методы приемочного контроля, теории распределений, статистические оценки и критерии.
3. передовые методы, это методы, основанные на использовании компьютерных технологий:
· планирование эксперимента,
· многомерный анализ
· методы исследования операций.[7]
Качество продукции определяется набором величин и признаков, которые в общем можно назвать показателями качества. На их основе проводят статистические исследования. Показатели характеризуют потребительские свойства продукции и могут иметь различный содержательный смысл[8].
Глава 2.1 Контрольные карты Шухарта, как метод статистического контроля и управления качеством
Контрольные карты принадлежат к «семерке простых методов» менеджмента качества, по классификации К. Исикавы. Как и другие методы, контрольные карты направлены на выявление факторов, влияющих на вариабельность процессов. Так как, на изменчивость могут влиять случайные, либо определенные (неслучайные) причины. К случайным причинам, можно отнести такие причины, чье появление невозможно избежать, даже используя одинаковое сырье, оборудование и работников, обслуживающих процесс (примером могут служить колебания температуры окружающей среды, характеристик материала, и т.д.). Определенные (неслучайные) же причины подразумевают наличие некоторой зависимости, между изменением факторов и вариабельностью процесса. Такие причины могут быть выявлены и устранены при настройке процесса (например, ослабление креплений, износ инструмента, недостаточная заточка станка и др.). В идеальной ситуации, изменчивость определенных факторов следует снизить до ноля, а путем усовершенствования технологического процесса добиться уменьшения влияния и случайных факторов.
Контрольные карты используются для настройки уже существующих процессов, при которых продукция удовлетворяет техническим требованиям.
Построение контрольных карт главным образом, направлено на подтверждение или отклонение гипотезы о стабильности и контролируемости процесса. За счет того, что карты носят многократный характер, они позволяют определить, случайно ли протекание исследуемого процесса, если это так, то процесс должен стремиться к нормальному, гауссовскому распределению. В противном случае, на графике можно будет проследить тренды, серии и другие ненормальные отклонения.
В следующей главе будет рассмотрена практическая часть, касательно контрольных карт Шухарта.
Глава 3. Построение контрольных карт Шухарта
Прежде чем приступать к непосредственному построению контрольных карт, ознакомимся с основными этапами поставленной задачи. Итак, ввиду того, что разные авторы преследуют свои цели, описывая построение контрольных карт, ниже будет представлено оригинальное видение этапов построения контрольных карт Шухарта.
Алгоритм построения контрольных карт Шухарта:
I. Анализ процесса.
В первую очередь необходимо задаться вопросом о существующей проблеме, потому что, при отсутствии оных, проведение анализа не будет иметь смысла. Для большей наглядности, можно воспользоваться причинно-следственной диаграммой Исикавы (упоминалась выше, гл. 2). Для ее составления рекомендуется привлечение сотрудников из разных отделов и использование мозгового штурма. Проведя доскональный анализ проблемы, и выяснив факторы, на нее влияющие переходим ко второму этапу.
II. Выбор процесса.
Прояснив в предыдущем этапе влияющие на процесс факторы, нарисовав детальный скелет «рыбы», необходимо выбрать процесс, который будет подвержен дальнейшему исследованию. Этот этап очень важен, потому что, выбор неверных показателей сделает всю контрольную карту менее эффективной, ввиду исследования малозначительных показателей. На этом этапе стоит осознавать, что выбор соответственного процесса и показателя определяет исход всего исследования и затрат, связанного с ним.
Приведем некоторые примеры, возможных показателей :
Таблица 1. Применение контрольных кар в сервисных организациях
| Организация | Показатели качества |
| Больница |
Точность лабораторных тестов Точность заявок на страховые выплаты Своевременность доставки еды и лекарств |
| Почтовое отделение |
Точность сортировки почтовых отправлений Время доставки почтовых отправлений Процент точных почтовых отправлений, доставленных вовремя. |
| Транспорт |
Доля правильно выбранных маршрутов для грузовых автомобилей Стоимость повреждения груза в расчете на одну претензию |
| Гостиница |
Доля номеров, убранных с удовлетворительных качеством Время расчета с гостем Число полученных жалоб |
Источник Эванс Дж. Управление качеством: учебн. Пособие/Дж. Эванс.-М.: Юнити-Дана, 2007.
При этом, показатель следует выбирать, руководствуясь главной целью компании, а именно, удовлетворение потребностей покупателей. Когда выбран процесс и показатель, его характеризующий можно переходить к сбору данных.
III. Сбор данных.
Цель данного этапа - сбор данных о процессе. Для этого, необходимо спроектировать наиболее пригодный способ для сбора данных, выяснить, кто и в какое время будет проводить замеры. Если процесс не оснащен техническими средствами, позволяющими автоматизировать занесение и обработку данных, возможно применение одного из семи простых способов Исикавы – контрольных листков. Контрольные листки, фактически, представляют собой бланки, для регистрации исследуемого параметра. Их преимущество заключается в простоте использования и легкости обучения сотрудников. Если же на рабочем месте имеется компьютер, возможно занесение данных через соответствующие программные продукты.
В зависимости от специфики показателя, определяется частота, время сбора и объем выборки для обеспечения репрезентативности данных. Собранные данные являются основой для проведения дальнейших операций и вычислений.
После сбора информации, исследователь должен принять решение о необходимости группировки данных. Разбиение на группы зачастую определяет работоспособность контрольных карт. Здесь, с помощью уже проведенного анализа с применением причинно-следственной диаграммы можно установить факторы, по которым можно будет наиболее рационально сгруппировать данные. Следует учесть, что данные внутри одной группы должны обладать небольшой изменчивостью, в ином случае, данные могут быть ложно интерпретированы. Также, если процесс делится с помощью стратифицирования на части, следует проанализировать каждую их частей в отдельности (пример: изготовление одинаковых деталей, разными работниками).
Изменение способа группирования, будет приводить к изменению факторов, которые образуют внутригрупповые вариации. Следовательно, необходимо изучить факторы, влияющие на изменение показателя, чтобы суметь применить правильную группировку.
IV. Вычисление значений контрольной карты.
Контрольные карты Шухарта делятся на количественные и качественные (альтернативные) в зависимости от измеримости исследуемого показателя. Если значение показателя измеримо (температура, вес, размер, и др.) применяют карты значения показателя, размахов и двойные карты Шухарта. Напротив, если показатель не позволяет применять числовые измерения, используют типы карт, для альтернативного признака. Фактически, показатели, исследуемые по такому признаку, определяются как соответствующие или не соответствующие предъявляемым требованиям. Отсюда и использование карт для доли (числа) дефектов и числа соответствий (несоответствий) на единицу продукции.
Для любого типа карт Шухарта предполагается определение центральной и контрольных линий, где центральная линия (CL-control limit), фактически представляет собой среднее значение показателя, а контрольные границы (UCL-upper control limit; LCL-lower control limit) - допустимые значения допуска.
Значения верхней и нижней
контрольных границ определяются по формулам для разных типов карт, как можно
видеть из схемы в приложении 1. Для их вычисления, с целью замены громоздких формул,
используют коэффициенты из специальных таблиц для построения контрольных карт,
где значение коэффициента зависит от объема выборки (приложение 2). Если же
объем выборки велик, то используют карты ![]() , дающие наиболее полную
информацию.
, дающие наиболее полную
информацию.
На данном этапе исследователь должен вычислить значения CL, UCL, LCL.
V. Построение контрольной карты.
Итак, мы и подошли к наиболее интересному процессу – графическое отражение полученных данных. Итак, если данные заносились в компьютер, то с помощью среды программ Statistica или Excel, можно, быстро графически изобразить данные. Однако можно построить контрольную карту и, не имея специальных программ, тогда, по оси OY контрольных карт откладываем значения показателя качества, а по OX – моменты времени регистрации значений, в такой последовательности:
1. наносим на контрольную карту центральную линию (CL)
2. наносим границы (UCL; LCL)
3. отражаем, полученные в ходе исследования данные, путем нанесения соответствующего маркера в точку пересечения значения показателя и времени его регистрации. Рекомендуется использование разных типов маркеров для значений, находящихся внутри границ допуска и выходящих за эти границы.
4. в случае использования двойных карт, повторите пункты 1-3 для второй карты.
VI. Проверка стабильности и управляемости процесса.
Этот этап призван показать нам то, ради чего и проводились исследования – стабилен ли процесс. Под стабильностью (статистической управляемостью) понимают состояние, при котором гарантирована повторяемость параметров. Таким образом, процесс будет стабилен, только в том случае, если не происходят нижеперечисленные случаи.
Рассмотрим основные критерии нестабильности процесса:
1. Выход за контрольные границы
2. Серия – определенное число точек, неизменно оказывающееся по одну сторону от центральной линии - (сверху)снизу.
Серия длиной в семь точек рассматривается как ненормальная. Кроме того, ситуацию следует рассматривать как ненормальную, если:
а) не менее 10 из 11 точек оказываются по одну сторону от центральной линии;
б) не менее 12 из 14 точек оказываются по одну сторону от центральной линии;
в) не менее 16 из 20 точек оказываются по одну сторону от центральной линии.
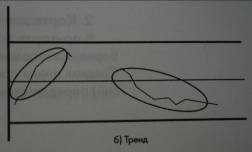
3. тренд – непрерывно повышающаяся или понижающаяся кривая.
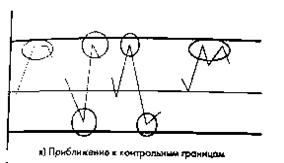
4. приближение к контрольным границам. Если 2 или 3 точки оказываются очень близки к контрольным границам, это свидетельствует о ненормальности распределения.
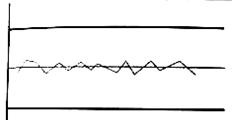
5. приближение к центральной линии. Если значения концентрируются около центральной линии, это может свидетельствовать о неверном выборе способа группировки, что делает размах слишком широким и приводит к смешиванию данных различным распределений.
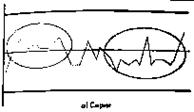
6. периодичность. Когда, спустя, определенные равные промежутки времени, кривая идет то на «спад», то на «подъем».
VII. Анализ контрольных карт.
Дальнейшие действия
основываются на выводе о стабильности или нестабильности процесса. Если процесс
не отвечает критериям стабильности, следует уменьшить влияние неслучайных
факторов и, собрав новые данные, построить контрольную карту. Но, если процесс
отвечает критериям стабильности, необходимо оценить возможности процесса (Cp). Чем меньше разброс параметров
внутри границ допуска, тем выше значение показателя возможности процесса. Показатель
отражает отношение ширины параметра и степень его разброса. [9]
Индекс возможности рассчитывается как ![]() , где
, где ![]() можно вычислить как
можно вычислить как ![]() .
.
Если вычисленный показатель меньше 1, то исследователю нужно усовершенствовать процесс, либо остановить изготовление продукции, либо изменить требования к продукции. При значении индекса:
Cр<1 возможности процесса неприемлемы,
Cр=1 процесс находится на грани требуемых возможностей,
Cр>1 процесс удовлетворяет критерию возможности.
В случае отсутствия
смещения относительно центральной линии Cp=Cpk , где ![]() . Два этих показателя используют
всегда совместно, для определения статуса процесса, так, в машиностроении
считается нормой
. Два этих показателя используют
всегда совместно, для определения статуса процесса, так, в машиностроении
считается нормой ![]() , что означает, что вероятность
несоответствия не превышает 0,00006.
, что означает, что вероятность
несоответствия не превышает 0,00006.
Дальше, следует скорректировать процесс на полученные данные и проводить его регулярный (постоянный) мониторинг с помощью контрольных карт.
Теперь, рассмотрев алгоритм построения контрольных карт, разберем конкретный пример.
Задание: Контролируется
содержание хрома в стальных отливках. Проводят замеры в четырех плавках. В
таблице 2 приведены данные по 15 подгруппам. Необходимо построить ![]() карту.
карту.
Решение: Поскольку уже
заранее известно, какой тип карты необходимо построить, вычислим значения ![]()
![]()
