

 Реферат: Переработка полимеров
Реферат: Переработка полимеров
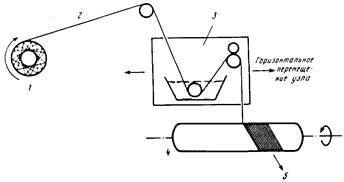
Рис.13. Схематическое изображение метода наматывания волокна
1- подающая катушка; 2 - непрерывная нить; 3 - узел для пропитки волокна и отжима смолы; 4 - сердечник; 5 - пропитанные смолой волокна, намотанные на сердечник
Наматывающая машина (рис.13) сконструирована так, чтобы волокна могли наматываться на сердечник определенным образом. Натяжение волокна и способ его наматывания очень важны с точки зрения конечных деформационных свойств готового изделия.
МЕТОД ОПРЫСКИВАНИЯ. В этом методе используют пульверизатор с многоручьевой головкой. Струи смолы, отвердителя и нарезанного волокна одновременно подаются из пульверизатора на поверхность формы (рис.14), где они образуют слой определенной толщины. Нарезанное волокно определенной длины получают непрерывной подачей волокон в измельчающую головку аппарата. После достижения требуемой толщины полимерную массу при нагревании отверждают. Распыление является экспресс-методом для покрытия больших поверхностей. Многие современные пластические изделия, такие, как грузовые платформы, резервуары для хранения, кузова грузовиков и корпуса кораблей, получают именно этим методом.
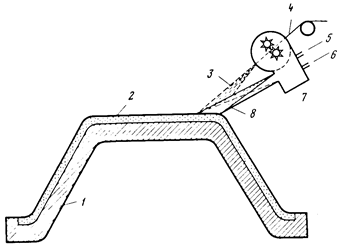
Рис.14. Схематическое изображение метода опрыскивания
1 — форма; 2 — распыленная смесь нарезанного волокна и смолы; 3 — струя нарезанного волокна; 4 — непрерывное волокно; 5— смола; 6— отвердитель; 7 — узел для нарезания волокна и распыления; 8 — струя смолы
ДРУГИЕ МЕТОДЫ. Кроме описанных выше методов, в производстве армированных пластиков известны и другие, каждый из которых имеет свое специфическое назначение. Так, метод изготовления непрерывных слоистых материалов используют для производства непрерывных листов армированных слоистых пластиков различной толщины. В этом процессе каждый отдельный слой тканой ленты, поступающей с рулонов, пропитывают смолой и отвердителем, а затем спрессовывают вместе, пропуская через систему горячих валков. После отвердения под действием температуры получают слоистый пластик I требуемой толщины (рис.15). Толщину материала можно варьировать, изменяя количество слоев.
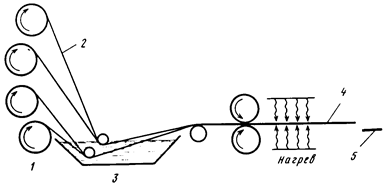
Рис.15. Схематическое изображения метода производства непрерывных слоистых материалов
1— подающие катушки; 2 — непрерывные листы стеклоткани; 3 — ванна для пропитки в смеси смолы с отвердителем; 4 - непрерывный слоистый пластик; 5 - слоистый пластик, нарезаемый на куски необходимого размера
Другой метод, известный как метод получения одноосно ориентированного волокнистого пластика, позволяет изготовить из непрерывных пучков волокон такие изделия, как полые прутья или рыболовные удочки. Этот процесс сравнительно прост. Непрерывный пучок волокон, предварительно обработанный смолой и отвердителем, протягивают через фильеру соответствующего профиля (рис.16), нагретую до определенной температуры. На выходе из фильеры профилированное изделие продолжают нагревать. Отвержденный профиль вытягивают из фильеры системой вращающихся валков. Этот процесс несколько напоминает экструзию с той лишь разницей, что при экструзии полимерный материал проталкивают через фильеру изнутри с помощью вращающегося шнека, а в описанном методе материал протягивают через выходное отверстие фильеры с внешней стороны.
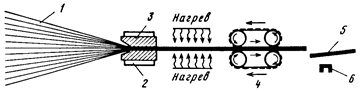
Рис.16. Схематическое изображение метода получения одноосно ориентированного волокнистого пластика
1 — непрерывный пучок волокон, пропитанный смолой и отвердителем; 2 — нагревательный элемент; 3 — фильера; 4 — вращающиеся вытягивающие валки; 5 — готовое изделие, нарезанное на куски; 6 — профиль готового изделия
Кроме того, смесь, содержащая нарезанные волокна, смолу и отвердитель, может быть сформована любым другим подходящим методом, например методом прямого прессования. Термопластичные материалы, наполненные нарезанными волокнами, могут быть сформованы прямым прессованием, литьем под давлением или экструзией для получения конечного продукта с улучшенными механическими свойствами.
2.10 ПРЯДЕНИЕ ВОЛОКОН
Полимерные волокна получают в процессе, называемом прядением. Существуют три принципиально различных метода прядения: прядение из расплава, сухое и мокрое прядение. В процессе прядения из расплава полимер находится в расплавленном состоянии, а в других случаях - в виде растворов. Однако во всех этих случаях полимер, в расплавленном или растворенном состоянии, протекает через многоканальный мундштук, представляющий собой пластину с очень мелкими отверстиями для выхода волокон.
ПРЯДЕНИЕ ИЗ РАСПЛАВА. В своей простейшей форме процесс прядения из расплава может быть представлен следующим образом. Первоначально полимерные чешуйки расплавляют на нагретой решетке, превращая полимер в вязкую подвижную жидкость. Иногда в процессе нагревания происходит образование комков вследствие протекания процессов сшивания или термической деструкции. Эти комки могут быть легко удалены из горячего полимерного расплава пропусканием через систему блок-фильтров. Кроме того, для предотвращения окислительной деструкции расплав следует защищать от кислорода воздуха. Это достигается в основном созданием вокруг расплава полимера инертной атмосферы азота, СОд и водяного пара. Дозирующий насос подает расплав полимера с постоянной скоростью на многоканальный мундштук (фильеру). Расплав полимера проходит через систему мелких отверстий мундштука и выходит оттуда в виде непрерывных и очень тонких мононитей. При контакте с холодным воздухом происходит мгновенное затвердевание волокон, выходящих из фильер. Процессы охлаждения и отвердения могут быть в значительной мере ускорены при обдувке холодным воздухом. Выходящие из фильер твердые мононити наматываются на катушки.
Важная особенность, которую следует учитывать в процессе прядения из расплава, заключается в том, что диаметр мононити в значительной степени зависит от скорости, с которой расплавленный полимер проходит через фильеру, и от скорости, с которой мононить вытягивают из фильеры и сматывают на катушки.
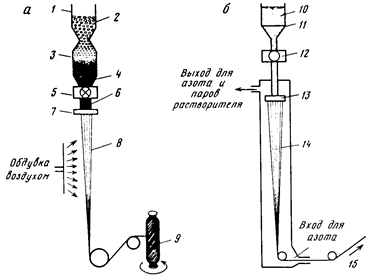
Рис.17. Схематическое изображение процессов сухого прядения (а) и прядения из расплава (б)
1 — загрузочная воронка; 2 — полимерные чешуйки; 3 — нагретая решетка; 4 — горячий полимер; 5 — дозирующий насос; б — расплав; 7— многоканальный мундштук, 8 — свежеспряденное волокно; 9 — катушка; 10 — раствор полимера; 11 — фильтр;
12 — дозирующий насос; 13 — многоканальный мундштук; 14 — свежеспряденное волокно; 15 — на катушку
СУХОЕ ПРЯДЕНИЕ. Большое количество таких традиционных полимеров, как ПВХ или полиакрилонитрил, перерабатывают в волокна в крупных масштабах в процессе сухого прядения. Суть этого процесса показана на рис.17. Полимер растворяют в соответствующем растворителе с образованием высококонцентрированного раствора. Вязкость раствора регулируют увеличением температуры. Горячий вязкий раствор полимера продавливают через фильеры, получая, таким образом, тонкие непрерывные струйки. Волокно из этих струек образуется при простом испарении растворителя. Испарение растворителя может быть ускорено путем обдувания встречным потоком сухого азота. Волокна, образующиеся из раствора полимера, в конце концов наматывают на катушки. Скорость прядения волокон может достигать 1000 м/мин. Промышленные ацетатцеллюлозные волокна, полученные из 35%-ного раствора полимера в ацетоне при 40 °С, служат типичным примером получения волокон методом сухого прядения.
МОКРОЕ ПРЯДЕНИЕ. При мокром прядении, как и при сухом, используют сильно концентрированные полимерные растворы, высокую вязкость которых удается понизить повышением температуры прядения. Детально процесс мокрого прядения показан на рис.18. В процессе мокрого прядения происходит переработка вязкого раствора полимера в тонкие струнки при пропускании через фильеры. Затем эти полимерные струйки попадают в коагуляционную ванну с осадителем, где и происходит высаживание полимера из раствора в виде тонких нитей, которые после промывки, сушки и пр. собирают на катушках. Иногда в процессе мокрого прядения вместо непрерывных нитей образуются комки, что происходит в результате обрыва вытекающей из фильеры струйки под действием сил поверхностного натяжения.
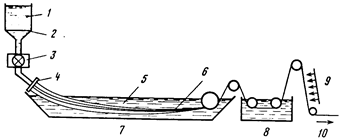
Рис.18. Схематическое изображение процесса мокрого прядения
1 — раствор полимера; 2 — фильтр; 3 — дозирующий насос; 4 — многоканальный мундштук; 5 — осадитель; 6 — свежеспряденное волокно; 7 — ванна для коагуляции и осаждения; 8 — ванна для промывки; 9 — сушка; 10 — на катушку
Этого удается избежать при увеличении вязкости полимерного раствора. Коагуляция, которая является лимитирующей стадией мокрого прядения, процесс довольно медленный, чем и объясняется низкая, по сравнению с другими, скорость прядения раствора, равная 50 м/мин. В промышленности процесс мокрого прядения используют для получения волокон из полиакрилонитрила, целлюлозы, вискозного волокна и т.д.
ОДНООСНАЯ ОРИЕНТАЦИЯ. В процессе прядения волокон из полимерного расплава или раствора макромолекулы в волокне не ориентированы и, следовательно, их степень кристалличности сравнительно низка, что нежелательным образом отражается на физических свойствах волокна. Для улучшения физических свойств волокна подвергают операции, называемой одноосной вытяжкой, используя растягивающие аппараты определенного типа.
Основной особенностью аппарата является наличие системы двух роликов А и В (рис.19), вращающихся с различными скоростями. Ролик В вращается в 4-5 раз быстрее ролика А. Спряденную нить последовательно пропускают через ролик А, растягивающую шпильку 3 и ролик В. Поскольку ролик В вращается со скоростью большей, чем ролик А, волокно вытягивается под нагрузкой, задаваемой шпилькой 3. Вытяжка волокна осуществляется в зоне 2. После прохождения через ролик В вытянутая полимерная нить наматывается на металлическую бобину. Несмотря на то что в процессе вытяжки происходит уменьшение диаметра нити, ее прочностные свойства в значительной степени улучшаются вследствие ориентации макромолекул, параллельно оси волокна.
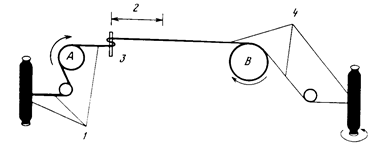
Рис.19. Схематическое изображение аппарата для одноосного ориентирования
1— невытянутая нить; 2 — зона вытяжки; 3 — растягивающая шпилька; 4— вытянутое волокно
ПОСЛЕДУЮЩАЯ ОБРАБОТКА ВОЛОКОН. Для улучшения полезных свойств волокон их часто подвергают дополнительной специальной обработке: очистке, смазке, проклейке, крашению и т.д.
Для очистки используют мыла и другие синтетические моющие средства. Очистка есть не что иное, как удаление грязи и других примесей с поверхности волокна. Смазка заключается в обработке волокон с целью защиты
их от трения с соседними волокнами и грубыми металлическими поверхностями в процессе переработки. В качестве смазывающих агентов в основном используют природные масла. Смазывание приводит также к уменьшению статического электричества, накапливающегося на волокнах.
Проклейкой называют процесс защитного покрытия волокон. В качестве проклеивающих материалов для большинства волокон используют поливиниловый спирт или желатину. Проклейка позволяет удерживать волокна в пределах компактного пучка и обеспечивает таким образом равномерное ткачество. Перед крашением ткани проклейку следует удалять промыванием в воде.
Для окрашивания волокна помещают в раствор красителя, молекулы которого проникают обычно лишь в аморфные области волокна.
Волокна на основе целлюлозы или белков быстро адсорбируют кислотные красители, которые легко связываются с амино- или гидроксильными группами полимеров. Процесс крашения синтетических волокон, таких, как полиэфиры, полиамиды или акрилы, протекает намного медленнее. Скорость крашения в этом случае удается увеличивать повышением температуры. Крашение волокон на основе поливинилхлорида, полиэтилена и пр. практически невозможно без введения в них активных абсорбционных центров при сополимеризации и химическом окислении.
ЗАКЛЮЕНИЕ
Как ранее было отмечено, к полимерам относятся многочисленные природные соединения: белки, нуклеиновые кислоты, целлюлоза, крахмал, каучук и другие органические вещества. Большое число полимеров получают синтетическим путем на основе простейших соединений элементов природного происхождения путем реакций полимеризации, поликонденсации, и химических превращений.
В начале 60-х г. полимеры считали лишь дешевыми заменителями дефицитного природного сырья - хлопка, шелка, шерсти. Но вскоре пришло понимание того, что полимеры, волокна и другие материалы на их основе подчас лучше традиционно используемых природных материалов - они легче, прочнее, более жаростойки, способны работать в агрессивных средах. Поэтому все свои усилия химики и технологи направили на создание новых полимеров, обладающих высокими эксплуатационными характеристиками, и методов их переработки. И достигли в этом деле результатов, порой превосходящих результаты аналогичной деятельности известных зарубежных фирм.
Полимеры широко применяются во многих областях человеческой деятельности, удовлетворяя потребности различных отраслей промышленности, сельского хозяйства, медицины, культуры и быта. При этом уместно отметить, что в последние годы несколько изменилась и функция полимерных материалов в любой отрасли, и способы их получения. Полимерам стали доверять все более и более ответственные задачи. Из полимеров стали изготавливать все больше относительно мелких, но конструктивно сложных и ответственных деталей машин и механизмов, и в то же время все чаще полимеры стали применяться в изготовлении крупногабаритных корпусных деталей машин и механизмов, несущих значительные нагрузки.
Рубеж прочностных свойств полимерных материалов удалось преодолеть переходом к композиционным материалам, главным образом стекло и углепластикам. Так что теперь выражение “пластмасса прочнее стали” звучит вполне обоснованно. В то же время полимеры сохранили свои позиции при массовом изготовлении огромного числа тех деталей, от которых не требуется особенно высокая прочность: заглушек, штуцеров, колпачков, рукояток, шкал и корпусов измерительных приборов. Еще одна область, специфическая именно для полимеров, где четче всего проявляются их преимущества перед любыми иными материалами, - это область внутренней и внешней отделки.
Кстати, те же преимущества стимулируют и широкое применение полимерных материалов в авиационной промышленности. Например, замена алюминиевого сплава графитопластиком при изготовлении предкрылка крыла самолета позволяет сократить количество деталей с 47 до 14, крепежа - с 1464 до 8 болтов, снизить вес на 22%, стоимость - на 25%. При этом запас прочности изделия составляет 178%. Лопасти вертолета, лопатки вентиляторов реактивных двигателей рекомендуют изготовлять из поликонденсационных смол, наполненных алюмосиликатными волокнами, что позволяет снизить вес самолета при сохранении прочности и надежности.
Все эти примеры показывают огромную роль полимеров в нашей жизни. Трудно себе представить какие материалы на их основе будут еще получены. Но можно с уверенностью сказать, что полимеры займут если не первое, то хотя бы одно из первых мест в производстве. Совершенно очевидно, что качество, характеристики и свойства конечных продуктов напрямую зависят от технологии переработки полимеров. Важность этого аспекта заставляет искать все новые и новые способы переработки для получения материалов с улучшенными показателями. В данном реферате были рассмотрены лишь основные методы. Общее же их число на этом не ограничивается.
СПИСОК ЛИТЕРАТУРЫ
1. Пасынков В.В., Сорокин В.С., Материалы электронной техники, - М.: Высшая школа, 1986.
2. А. А. Тагер, Физикохимия полимеров, М., химия, 1978.
3. Третьяков Ю.Д., Химия: Справочные материалы. – М.: Просвещение, 1984.
4. Материаловедение/Под ред. Б.Н. Арзамасова. – М.: Машиностроение, 1986.
5. Донцов А. А., Догадкин Б. А., Шершнев В. А., Химия эластомеров, - М.: Химия, 1981.
