

 Реферат: Разработка автоматизированной системы управления сбором и отображением информации на установке продувки азотом
Реферат: Разработка автоматизированной системы управления сбором и отображением информации на установке продувки азотом
|
RSф = Kф + Rмф;
где - Kc = R1 + Rc = const;
Kф = R1 + R2 + Rф = const.
На основе выражения изменение RSф при пробном воздействии составит:
DRSф = D Rмф. (9)
При появлении свищей, находящихся при наложении пробного воздействия в расплаве, изменение гидравлического сопротивления DRS будет меньше, чем изменение гидравлического сопротивления DRSФ без свищей. На зависимости давления Р по времени t при наложении пробного воздействия это отражается в меньшем угле наклона (падении) прямой изменения давления Р по отношению к оси времени при наличии свищей, чем при отсутствии последних.
Чем больше свищи, тем уменьшение давления Р до наложения пробного воздействия больше. Такое же начальное падение давления Р может происходить не вследствие появления свищей, а за счет уменьшения заметалливания сопла. В этом случае давления до наложения пробного воздействия совпадут. Однако по итогам наложения пробного воздействия – анализируется угол наклона прямой давления от начальной точки Р1 до наложения воздействия до конечной точки Р2 после наложения воздействия – можно выявить причину падения давления Р.
Для этого измеренное изменение давления DР = Р1 – Р2 под влиянием поднятия фурмы за время Dt со скоростью Vn на величину DНм = Vn*Dt сравниваем с расчетным:
DРрасч = rмс*g*DНм, (10)
где - rмс – плотность жидкого металла в ковше;
g – ускорение свободного падения.
Для избежания ошибки анализа из-за колебания заметалливания во время наложения пробного воздействия, неточностей контрольно-измерительной и пускорегулирующей аппаратуры, случайных колебаний давления Р и прочее устанавливается некоторый порог DРпор отклонение DР относительно DРрасч. Причиной изменения давления DР, отклонившимся от DРрасч на величину DР°, большую, чем DРпор, считается наличие свищей. Если же DР при наложении пробного воздействия отклоняется на величину DР°, не превышающую DРпор, то считается, что свищей нет, и отклонение DР° носит псевдослучайный характер. Иначе говоря, в последнем случае причиной падения давления до наложения пробного воздействия считается снижение заметалливания сопла.
Если свищи выходят над поверхностью расплава как во время нанесения, так и до него, то справедливость выводов на основе данного способа распознавания зарождающихся свищей сохраняется. Способ определения наличия свищей в этом случае также работоспособен.
Время нанесения пробного воздействия составляет несколько секунд. Поэтому рост заметалливания при одновременном росте свищей, с компенсирующими друг друга эффектами и не проявляющимися поэтому на кривой Р(t), маловероятен. Кроме того, вскоре после укорочения фурмы и, таким образом, снижения заметалливания вероятность быстрого образования свищей мала, так как с падением давления Р понижается величина механического усилия на элементы газового тракта.
Таким образом, вновь введенные операции в указанной связи с другими операциями дают возможность определить наличие свищей газового тракта при продувке расплава в ковше. Процедура определения наличия свищей запускается в действие по информации о локальном снижении давления перед фурмой. Распознавание наличие свищей осуществляется с использованием активного эксперимента путем наложения пробного сигнала на рабочие управления. В качестве информационного признака наличия свищей принят пониженный угол наклона к оси времени по отношению к рассчитываемому углу наклона, оцениваемый при известных Dt и DР.
С точки зрения реализации этого подхода в промышленных условиях удобно совмещать операцию активной идентификации состояния газового тракта с продувкой металла в автоматическом режиме (режим "качания" фурмы).
Проверка работоспособности алгоритма проводилась в ходе эксплуатации. При распознавании ситуации появления свищей продувочной фурмы фурма вынималась и обследовалась визуально. Алгоритм в 80% случаев правильно распознавал появление свищей.
Алгоритм распознавания свищей продувочной фурмы показан на рисунке 9.
Рисунок 9 – Алгоритм распознавания свищей продувочной фурмы
Результаты работы алгоритмов распознавания состояния фурмы приведены на рисунках 10-13.
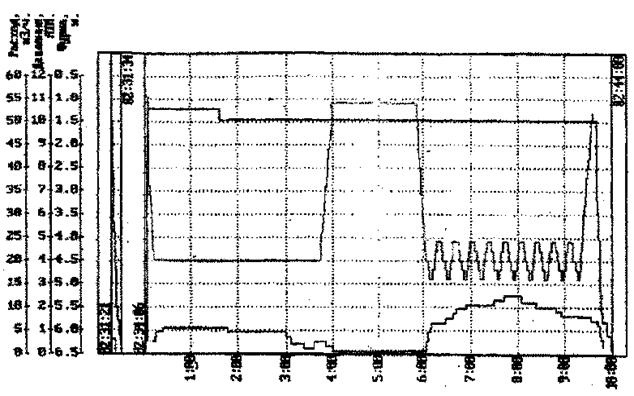
Время продувки мин:сек
Рисунок 10(а) – Измеренные параметры продувки
Время продувки мин:сек
Рисунок 10(б) – Расчетные параметры состояния фурмы
Время продувки мин:сек
Рисунок 11(а) – Измеренные параметры продувки
Время продувки мин:сек
Рисунок 11(б) – Измеренные параметры состояния фурмы
Время продувки мин:сек
Рисунок 12(а) – Измеренные параметры продувки
Время продувки мин:сек
Рисунок 12(б) – Расчетные параметры состояния фурмы
Время продувки мин:сек
Рисунок 13(а) – Измеренные параметры продувки
Время продувки мин:сек
Рисунок 13(б) – Расчетные параметры состояния фурмы
3 ТЕХНИЧЕСКАЯ СТРУКТУРА АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ СБОРА, ОБРАБОТКИ И ОТОБРАЖЕНИЯ ИНФОРМАЦИИ НА УПСА
3.1 Общая техническая структура АСУ ТП УПСА
3.1.1 Обоснование и краткая характеристика основных решений по функциональной и обеспечивающей частям АСУ ТП УПСА
3.1.1.1 АСУ ТП УПСА разрабатывается с целью обеспечения оперативного контроля за ходом процесса обработки стали в ковше инертным газом, оперативного предоставления информации технологическому персоналу на постах управления УПСА, архивирования информации о процессе обработки стали на УПСА, формирование отчетных документов и подготовки информации для ретроспективного анализа хода процесса обработки стали в ковше на УПСА.
Технически АСУ ТП имеет двухуровневую иерархическую структуру (рисунок 14). В состав нижнего уровня иерархии входит подсистема "Параметры", реализованная на базе программируемого контроллера КТС ЛИУС-2 и предназначенная для сбора информации о ходе процесса обработки стали на УПСА (мгновенный расход газа на продувку, давление на фурме, состояние клапана подачи газа и контрольное положение фурмы (реперные точки), сигналы слива на печах, состояние весового оборудования (питатели, затворы) и текущий вес сыпучих по весо-дозаторам, текущее положение фурмы, признак разливки и масса разлитой на МНЛЗ №№ 1 и 2 стали), предварительной обработки и передачи информации на верхний уровень.
В состав верхнего уровня входят подсистемы "Диспетчер" и "Обработка", реализованные на базе персонального компьютера типа IBM PC 486DX.
Рисунок 14 – Существующая структура технических средств АСУ ТП УПСА
Подсистема "Диспетчер" предназначена для приема информации от подсистемы "Параметры", клавиатур ВТА-2000 на постах управления УПСА №№ 1 и 2, обработки полученной информации, формирования и выдачи на экраны ВТА-2000 на постах управления УПСА №№ 1 и 2 видеограмм, архивирования принятой информации.
Подсистема "Обработка" предназначена для ретроспективной обработки архивной информации, формирования отчетных документов, представления информации о ходе обработки стали на УПСА в графическом виде.
Техническая связь между уровнями – асинхронная последовательная по прерываниям.
3.1.1.2 Описание общих принципов функционирования АСУ ТП УПСА
Работа АСУ ТП УПСА совместно с технологическим оборудованием дает возможность реализовать в реальном времени функции оперативного контроля технологических параметров процесса и состояния, их отображения на постах управления УПСА, выдачи рекомендаций оперативному персоналу.
АСУ ТП УПСА функционирует в информационно-советующем режиме, с оперативным представлением информации и предупреждающих сообщений на экранах ВТА-2000, при минимуме операций ручного ввода.
Подсистема нижнего уровня "Параметры" обеспечивает:
· сбор информации о ходе процесса на УПСА, первичную обработку, пересылку на верхний уровень;
· прием из внешней (по отношению к АСУ ТП УПСА) подсистемы "Электричество" информации о сливе на печах №1 и №2 и пересылку на верхний уровень;
· прием из внешней (по отношению к АСУ ТП УПСА) подсистемы "МНЛЗ" информации о массе разлитой стали и пересылку на верхний уровень;
· прием из внешней (по отношению к АСУ ТП УПСА) подсистемы "Сталь" информации о химическом составе и температуре стали в ковше, пересылку на верхний уровень.
Подсистема верхнего уровня "Диспетчер" обеспечивает:
· прием информации из подсистемы "Параметры", обработку, вычисление расчетных параметров;
· прием информации с клавиатур ВТА-2000 на постах управления УПСА, обработку полученной информации;
· формирование видеограмм и вывод их на экраны ВТА-2000 на постах управления УПСА, а также по требованию и на экран ПК, на котором реализован верхний уровень.
Подсистема верхнего уровня "Обработка" обеспечивает:
· выделение требуемой информации из файла базы данных;
· формирование документов: паспорт, протокол, графический протокол, графики параметров продувки для заданной обработки;
· формирование справок по расходу ферросплавов и инертного газа на УПСА за заданный промежуток времени.
3.1.1.3 Пользователями системы в частности оперативного контроля хода процесса обработки стали в ковше является оперативный персонал УПСА. В части формирования документов и анализа хода обработки стали на УСПА – инженер по сопровождению АСУ ТП УПСА, мастер УПСА.
3.1.1.4 Совместимость АСУ ТП УПСА с АСУ других уровней и других функциональных назначений. АСУ ТП УПСА односторонне связана с подсистемой "Сталь" для приема температуры и химического анализа, относящихся к УПСА, с подсистемой "МНЛЗ" для приема данных о признаке разливки и весе разлитой стали на МНЛЗ №№ 1и 2 и подсистема "Электричество" для приема информации о сливе на печи №№ 1 и 2.
3.1.2 Назначение АСУ ТП УПСА
АСУ ТП предназначена для автоматизации функций оперативного контроля и управления технологическим процессом обработки стали в ковше на УПСА с целью повышения качества обработки на установке, что дает снижение брака по поверхностным дефектам при разливке на МНЛЗ, снижения расхода фурм на продувку.
АСУ ТП УПСА реализует следующие функции:
- информационные функции:
· контроль технологических параметров;
· контроль состояния оборудования;
· представление информации технологическому персоналу;
· формирование и печать учетных документов;
- управляющие функции:
· выдача оперативному технологическому персоналу рекомендаций по управлению (по состоянию фурмы).
3.1.3 Описание параметров, использующихся в АСУ ТП УПСА
1. Номер УПСА – классифицируется по номеру сообщения из подсистемы "Параметры", либо по номеру порта, с которого поступила информация. Формат: #
2. Номер печи – из подсистемы "Параметры", либо берется из параметра 8. Формат: #
3. Номер плавки – из подсистемы "Параметры", либо берется из параметра 8. Формат: # # # #
4.
Код марки стали – с ВТА-2000 на постах управления УПСА.
Формат: # #
5. Марка стали – читается из файла-марочника для введенного параметра "Код марки". Формат: # # # # # # # # # #
6. Масса Al – с ВТА-2000 на постах управления УПСА. Формат: # # #
7.
Масса кокса – с ВТА-2000 на постах управления УПСА.
Формат: # # #
8. Номер плавки в формате X X X X X: старшая цифра – номер печи (п.2), остальные четыре – номер плавки (п.3) – с ВТА-2000 на постах управления УПСА, либо формируется по значениям параметров 2 и 3. Формат: # # # # #
9.
Дата обработки плавки (начало обработки плавки).
Формат: # # / # # / # #
10. текущая дата – внутренний параметр. Формат: # # / # # / # #
11. Текущее время – внутренний параметр. Формат: # # : # #
12. Время начала обработки
плавки – внутренний параметр, формируется при возникновении ситуации
"начало обработки плавки".
Формат: # # : # #
13. Время окончания обработки плавки – внутренний параметр, формируется по ходу процесса обработки плавки. Формат: # # : # #
14. Продолжительность
обработки плавки – внутренний параметр.
Формат: # # : # #
15. общая продолжительность продувки плавки (суммарное время всех продувок) – внутренний параметр. Формат: # # : # #
16. Текущее положение
фурмы – из подсистемы "Параметры".
Формат: # . #
17. Контрольное положение фурмы (вне ковша, верх, низ ковша) – из подсистемы "Параметры". Формат: #
18. Резерв.
19. Состояние клапана подачи газа (открыт – закрыт) – из подсистемы "Параметры". Формат: #
20. давление перед фурмой – из подсистемы "Параметры". Формат: # . #
21. Мгновенный расход газа
– из подсистемы "Параметры".
Формат: # # . #
22. Интегральный расход газа на продувку (сумма интграьных раходов по всем продувкам). Формат: # # . #
23. Средний мгновенный расход газа за всю продувку – расчетный параметр. Формат: # # . #
24. Резерв.
25. Табельный номер оператора – с ВТА–2000 на постах управления УПСА. Формат: # # # #
26. Номер бригады – с ВТА–2000 на постах управления УПСА. Формат: #
27. Признак начала продувки (по факту) - расчетный (1 – продувка, 0- нет продувки). Формат: #
28. Время начала текущей
продувки – расчетный параметр, формируется при получении сигнала "клапан
подачи газа открыт".
Формат: # # : # #
29. продолжительность
текущей продувки – расчетный параметр.
Формат: # # : # #
30. Интегральный расход газа на текущей продувке – расчетный параметр. Формат: # # . #
31. Средний мгновенный расхода газа за текущую продувку – расчетный параметр. Формат: # # . #
32. Признак разливки на МНЛЗ №1– поступает из подсистемы "Параметры". Формат: #
33. Резерв.
34. Масса разлитого на МНЛЗ №1 металла – из подсистемы "Параметры". Формат: # # # . #
35. Продолжительность
разливки на МНЛЗ №1 – расчетный параметр.
Формат: # # : # #
36. Масса разлитого на МНЛЗ №2 металла – из подсистемы "Параметры". Формат: # # # . #
37. Продолжительность разливки на МНЛЗ №2 – расчетный параметр. Формат: # # : # #
38. Назначение плавки (МНЛЗ – 0, состав -1) – с ВТА-2000 на постах управления УПСА. Формат: #
39. Признак разливки на МНЛЗ №2 – поступает из подсистемы "Параметры". Формат: #
Параметры, связанные с дозированием сыпучих
Индекс номера РБ:
1 – РБ1, 2 – РБ2, 3 – РБ3, 4 – РБ4; 5 – РБ5, 6 – РБ6.
40. Код материала в РБ(i) из списка: 1 – ФС65, 2 – ФС75, 3 – SiMn, 4 – ФХ, 5 – ФХУ, 7 – шпат, 8 – сечка – с ВТА-2000 на постах управления УПСА. Формат: #
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11
